我们建议使用3D打印作为色谱柱的生产方法,对颗粒大小、形状、方向和放置进行精确控制。在本文中,我们引入了用于结构稳定性的重叠珠子的概念,并创建了具有不同珠子重叠程度的柱,从而导致不同的颗粒外孔隙度。几何分析和停留时间分布研究表明,实验孔隙度与柱的设计孔隙度一致。这项研究证明了3D打印可以在色谱领域提供对包装特征的精细控制。
The column preparation process has traditionally involved ‘jam-packing’ columns to the maximum packing density that is possible with slurry packing. A mathematical limit of packing density η = , or η = 0.636 random close packing (RCP), is generally considered to be the upper limit both in terms of packing density and performance in packed bed chromatography. The particle shape, size and orientation are a by-product of the physico-chemical properties of the stationary phase as well as the slurry packing procedure [1, 2]. Because no two randomly packed configurations are identical, predictions of column performance have relied on empirical models, rather than an a-priori consideration of the exact packed bed geometries.
用于预测色谱柱性能的两个主要参数是颗粒外孔隙度和Darcy、Karman、Cozeny和Ergun方程中使用的形状因子。颗粒外孔隙度通常作为经验法则来描述填充床的均匀性、曲折性,以及结合颗粒直径和内表面积。由于这四个参数在随机堆积的情况下是相互依赖的,因此不可能分离出任何单个几何参数进行进一步研究。
预测高度当量理论板(HETP)的方程式需要一个“填料质量”术语,这是一个描述填料不均匀性、填料中的任何结构缺陷以及颗粒形状和尺寸分布的包罗万象的术语。封装质量是以频带展宽的形式在事后确定的。例如,van Deemter方程可以很好地拟合板高的实验数据。然而,这并不一定意味着包装几何形状对HETP的影响得到了很好的理解。引用Gritti等人的话,“尽管这种拟合很好,但人们普遍认为,这个数学练习提供的最佳参数纯粹是经验的,缺乏物理意义”[3]。
由于难以控制填充床中珠子的准确定位,研究填充几何的工作仅限于计算研究,没有实验验证。用于研究随机填充柱的模拟传统上依赖于迭代算法,如Jodrey-Tory、Monte Carlo或Lubovchesky-Stillinger算法来生成填充排列[4]。虽然使用这些算法可以实现理论RCP限值并控制几个重要的几何参数,但不可能重现浆料填充过程产生的准确填充床几何。为了数学上的简单性,这些算法假设粒子是完美的球形,并且在形状和大小上完全相同,与实际色谱柱中的情况相反,实际色谱柱具有不同形状和不同粒径的珠。虽然CFD研究表明了几个关键的封装参数对带宽展宽的影响,但计算和实验研究之间仍存在脱节。
避免随机包装中所面临问题的一种方法是使用有序的珠子晶格制作色谱柱。除了实现最佳填料布置和降低颗粒外孔隙率外,该方法还将消除随机填料带来的频带展宽。此外,色谱性能的传统经验模型将受到挑战,因为在有序包装的情况下,颗粒外孔隙度不能自动作为包装质量和曲折度的指标。例如,计算研究表明,传统的三参数van Deemter模型无法预测几种有序填料布置的板高度[5]。然而,虽然已经在毛细管尺度上形成了有序的填料几何结构[6],但不可能在与FPLC系统相关的尺度上形成有序的颗粒排列。
在本研究中,我们使用3D打印或添加剂制造工艺生产填充床,控制每个颗粒的位置、大小、形状和方向[7]。整个塔的计算机辅助设计(CAD)模型,包括填充床、塔壁、流体分布器和端部配件,可以作为一个整体系统进行设计和生产。使用3D打印,首次可以大规模创建完美有序的珠子排列。正如我们在本文中所示,也没有必要将我们限制在球形或随机形状的珠子上,因为只要3D打印机的分辨率足够,就可以设计和创建任何形状的粒子。
为了保持填料的结构稳定性,需要一定量的珠子重叠。如图1所示,仅珠子顶点接触的填料不太可能随着时间的推移保持其填料配置。为了确保填料元件随时间保持恒定的空间配置,即使在机械应力下,填料元件也需要通过重叠其顶点来彼此牢固连接。这种重叠也可以作为进一步了解填充床微观结构对色谱性能影响的工具。在随机填充中,孔隙度可以作为其他填充参数的可靠预测值,例如曲折度、内表面积、填充质量和非均质性。在有序填充的情况下,颗粒形状和填充结构决定了孔隙率、表面积以及流动相流经的孔隙的特征形状。除了形状和方向外,如果在设计变量中考虑颗粒重叠以生成堆积形态,则可以适当调整这些结构参数。
本论文的目的是评估采用不同焊道重叠设计的3D打印柱的质量(表1)。首先设计了具有不同程度珠重叠的多孔晶格,然后通过3D打印制造。通过光学显微镜图像评估打印模型的质量,同时通过停留时间分布实验测试获得的柱的流动性能。
材料和方法
CAD模型
如图2a所示,使用SolidWorks 2012(Dassault Systèmes)在单个立体光刻(STL)文件中创建了包含完整立柱(包括集成端部配件、流体分配器和立柱壁)的CAD模型。STL文件将CAD模型的外表面定义为一组相邻三角形。值得注意的是,定义八面体外表面所需的三角形比定义球体所需的更少,因此,如果选择八面体元素而不是球形珠,则生成完整列的计算挑战将大大减少。例如,一个包含106个八面体珠子的20.6 ml色谱柱将生成1.9 GB的CAD文件,而包含相同数量球形珠子的色谱柱将使文件大小增加252倍,即大约500 GB,远远超出大多数3D打印软件的处理能力。对于体积较大的色谱柱,这一观察结果变得越来越重要。因此,选择八面体珠子而不是更直观的球形珠子。
在随机填充的色谱床中,沿着柱壁的局部孔隙度和局部HETP与柱的整体/整体特性不一致,特别是因为柱壁对填充元件的排列构成了物理约束。如图2b所示,通过创建与其余包装具有相同配置的部分珠子,使用3D打印消除了此问题。这意味着沿塔壁的局部孔隙度与散装床的相同。为了测量两个粒子之间的重叠程度,引入了重叠因子α作为一个新的几何参数。这简单地定义为两个相邻珠子的中心之间的实际距离Dact,以及它们的顶点刚好接触时中心之间的最大可能距离Dmax之间的比率
(1)
图3显示了通过设计具有不同重叠因子的晶格可以获得的孔隙度范围。重叠系数是一个便于控制的参数,因为它直接影响孔隙度,同时保持相同的填充结构,从而使床层中的径向和轴向弥散程度相同。
In this study, we compared four columns with overlaps factors of α = 1.40, 1.45, 1.50 and 1.55 (Table 1). The designed porosity for these packing is in the order of 0.6, namely the range of porosities usually found in randomly packed columns. The printed columns had an internal diameter and a wall thickness of 16 and 2 mm, respectively, and radial flow distributors and collectors were integrated at the inlets and outlets of the printed columns. The total column volume was kept constant at 2 ml (corresponding to a column height of 9.95 mm), meaning that void volume of each column varied with α.
色谱柱生产和后处理
四列打印在3DS Projet HD 3500打印机上(3D Systems,Rock Hill,SC,USA)。除了四整列外,还打印了包含四个测试重叠系数的填料的等效“剖切”件,以进行几何分析。为了支撑立柱中的悬垂特征,在印刷过程中使用石蜡作为支撑材料。在70℃下,使用环己烷和水浴交替系列去除支撑蜡。
The nominal resolution of the 3D printer is 29 μm, however both the surface finish and positional accuracy of the 3D printer are dependent on several parameters, such as printing material, local temperature and relative humidity. A bead apothem of approximately 115 μm was found to be the lowest octahedron size that the printer could reliably create using a commercial acrylonitrile butadiene styrene (ABS) printing material (VisiJet® X, 3D Systems, Rock Hill, SC, USA). The printed columns thus contained beads with apothems of 115 μm. A minimum overlap factor of α = 1.40 was chosen because it was determined in initial experiments that this was the minimum required to ensure structural robustness in the packing structure (data not shown).
停留时间分布测试
为了评估打印柱的流动特性™ 使用配备自动取样器的FPLC系统(瑞典乌普萨拉GE Healthcare)。停留时间分布(RTD)测试是通过首先用10个纯水柱体积(CV)平衡3D打印柱,然后注入30μl 1 M NaCl进行的。通过监测出口流的电导率信号来测量浓度分布。所有测试均以10 ml/min的流速进行,对应的表观流速为298 cm.hr-1。使用力矩法计算RTD曲线的平均停留体积μ1、方差σ2和偏度ϒ1:
其中,κ是电导率测量值,v是流量。无量纲住宅体积θrexp计算如下:
其中VVOID是设计的空隙体积。系统中的其他体积小于4%,因此忽略了它们对第一矩(μ1)的贡献。θrexp是印刷色谱柱质量的指标。事实上,接近单位的无量纲停留时间表明,在打印机的极限分辨率下,粒子形状得到了良好的控制,3D填充元素在晶格中的位置精度也很高。θrexp对于评估填充床柱的打印质量非常有价值,并且对关键几何参数的细微变化敏感,包括重叠因子。例如,本研究中研究的四个柱的孔隙度差异相对较小,α每增加0.05,孔隙度变化7.5%。即使珠子印刷的微小误差也会使四个色谱柱的流动特性和色谱性能无法区分。
结果和讨论
几何分析
图4显示了使用不同重叠因子制造的八面体填料的光学显微镜图像。很明显,珠子的形状基本上是八面体,填料排列高度有序,类似于我们之前报告的一系列填料[7]。值得注意的是,构建尺寸、方向和材料等特征可能会导致打印部件出现瑕疵(例如,如图4c右下方所示)。通过对显微镜图像的几何分析,确认了晶格形状的精细控制,如表2所示。这些切割样品的几何分析结果与珠粒和孔径的设计规范一致,平均误差为2.4%,表明3D打印可以创建柱,柱填料参数只有细微差异。可以合理地假设,打印的整个列将与CAD模型显示类似的良好保真度。
停留时间分布概况
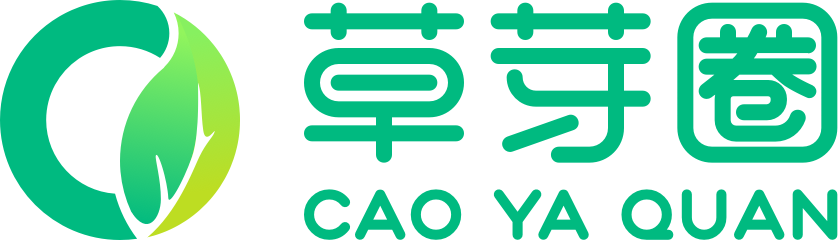
图5显示了两个打印柱的归一化停留时间分布曲线,其中κ表示归一化的电导率读数(即归一化电导率数据以获得曲线下的单位面积)。曲线的最大峰值取决于重叠程度,与预期的颗粒外孔隙度一致。图6显示了四根测试柱的理论(设计)和实验停留时间之间的比较,而表3总结了从力矩分析中获得的结果。
The values in Table 3 highlight the extremely good agreement between the design and experimental void volumes in all but one column (α = 1.40). It can also be seen that there is a linear relationship between the overlap factors and peak skewness. It is generally thought that a lower porosity and greater internal surface area would result in a more symmetrical RTD profile and greater chromatographic resolution [8]. In this instance, the designed specific surface areas of the α = 1.40 and α = 1.55 columns were 9.39 and 11.13 mm-1, respectively, while the skewness values for the latter column was significantly higher. A possible reason for this unexpected result could involve the printer resolution, where micro-rugosities on the bead surface are produced during the printing process – see Figure 4. In a column with greater bead overlap, and therefore smaller pores, the rugosity could have greater consequences in terms of band broadening. This finding suggests that extra-particle porosity alone is not a significant parameter in column performance but other factors as small imperfections in the outer shape of the beads will also influence column behaviour. Efforts to improve the chromatographic performance of 3D printed columns must therefore focus on ensuring homogenous flow channels instead of achieving the lowest porosity that the 3D printing process would allow.
结论
我们已经展示了3D打印的能力,可以创建包含有序珠子晶格的整个列,只需对列包装参数进行细微更改,就可以精确控制珠子的位置和重叠。实验确定的平均居住体积与设计空隙体积一致,表明CAD模型和3D打印制品之间的一致性很好。
与传统观点相反,我们的研究结果表明,对于3D打印有序填料,颗粒外孔隙率低和内表面积高并不意味着RTD轮廓更加对称。
由于3D打印在色谱柱生产中所提供的精度、规模和多功能性,我们预计这种方法将彻底改变填充床研究领域,使人们能够更深入地了解填充床的形态特征对性能的影响。






暂无评论
发表评论